
Sump Separator for Storage Tanks
Model GTP-616
GO GREEN - Removes water and dirt, saves good fuel!
The Sump Separator separates water from fuel that is drained from storage tank sumps. The fuel and water mixture from the bottom of a storage tank or from the sump of a filter is discharged to the Sump Separator through a nozzle that causes a swirling action to concentrate most of the dirt in the center of the cone-shaped bottom. Water and fuel are allowed to separate by gravity.
The Gammon Sump Separator:
- Prevents fuel contamination of ground water.
- Allows for pollution control of soil and streams.
- Saves valuable fuel.
- Requires minimal maintenance.
- Eliminates the need for conventional waste or “slop” tanks.
- Features an internal epoxy white coating (stainless steel available on request).
- Has a capacity of 50 gallons standard & up to 300 gallons on special order.
CLEAN CUT
Only the Gammon Sump Separator makes possible a clean cut. The operator can easily see when the fuel/water interface has reached the bottom of the cone. When closing the water drain valve, the operator makes a clean cut, preventing any fuel from leaving with the water. Only fuel remains at the bottom of the cone.
VISUAL CERTAINTY
Direct visual observation of the fuel/water interface is achieved by swinging the cover on its davit so that the operator sees through the fuel to the interface. This provides visual certainty to make a clean cut.
Other sump separator designs on the market rely on a sight glass that the operator observes when draining off the water. Invariably, some of the fuel leaves with the water because the level in the sight glass always lags behind the level in the vessel. The operator can overcome this problem by closing the water drain valve ahead of time. The result is that some of the water is then pumped back to the storage tank.
Gammon originated the sump separator in 1965 and has always used a stainless steel foot valve at the bottom of the cone as shown on page 2. All other manufacturers use common pipeline valves that cause some of the settled water to be pumped back to the storage tank.
No other manufacturer in the world can claim more than 50 years of experience in the sump separator business. In fact – we originated the name “sump separator”!
Not recommended for gasolines or other, low-flash point fuels.

Ordering Information
All models include the following:
Base Models
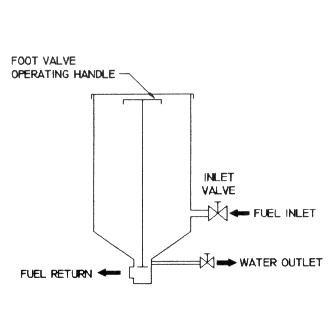
Model GTP-616A
Use for underground storage tanks. Fuel returns to storage by gravity when foot valve is opened.
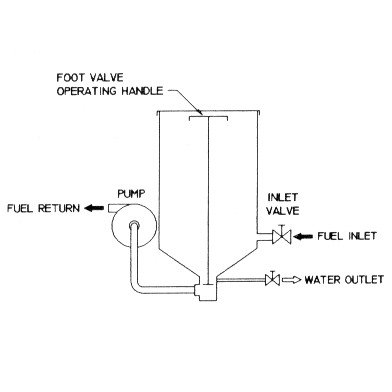
Model GTP-616B
Use for above-ground storage tanks that will gravity drain to the sump separator.
Includes a 10 gpm, 65 foot head ductile iron centrifugal pump with explosion-proof switch, (120 volt, 60 Hz, 3/4 Hp, single phase, explosion-proof motor) to return fuel to storage.
Options
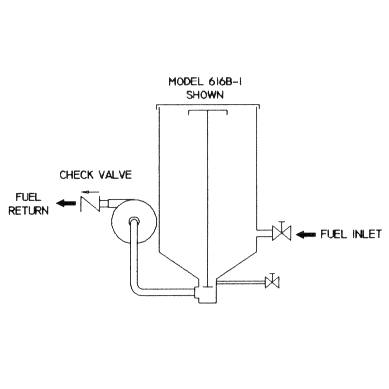
Option 1
Adds discharge swing check valve.
Option 2
Piping connected to pump fuel back to storage through the storage tank drain line.
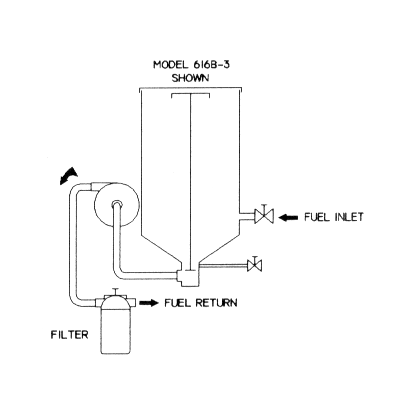
Option 3
Adds a filter rated at 1 micron, 150 psi design. Recommended only for GTP-616B.
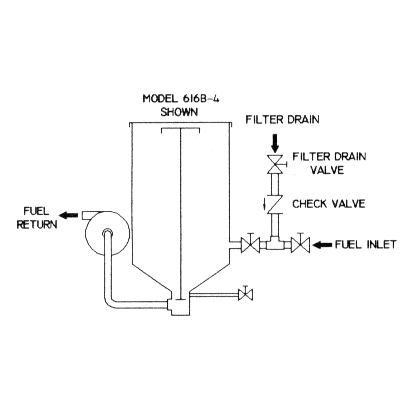
Option 4
Adds connection with 1” ball valve and swing check valve. Use for draining filter tanks when elements are to be replaced.
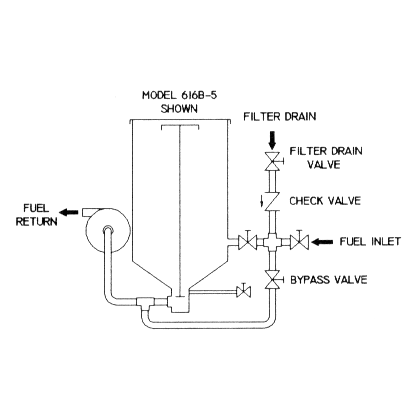
Option 5
Same as Option 4, except bypass piping also included. When draining a filter tank with a capacity greater than the 50 gallon sump separator, the first 50 gallons will flush out the filter sump water and dirt. The excess can then bypass the sump separator and go directly to storage.
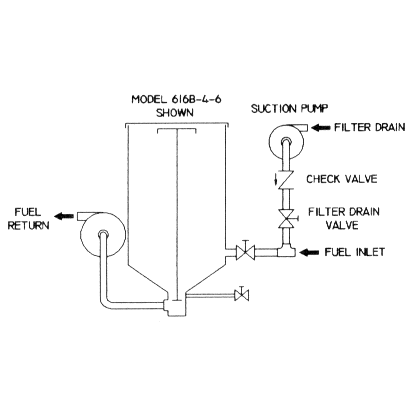
Option 6
A positive displacement pump is added to either Option 4 or 5. Pump will self-prime and draw fuel from a low filter sump, an underground storage tank sump, or from a mobile filter having a hose connection. Includes explosion-proof control box (120 volt, 60 Hz, 3/4 Hp., single phase, explosion-proof motor). When ordered on Model B, circuit arranged to prevent both pumps operating at one time.
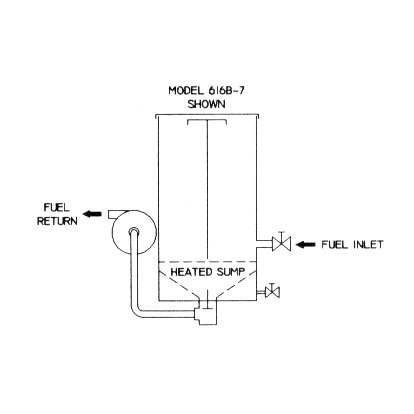
Option 7
Adds oil bath heating system under the cone-shaped bottom. Includes explosion-proof thermostat, switch and indicator light. 300 watts, 220 volts.
Option 8
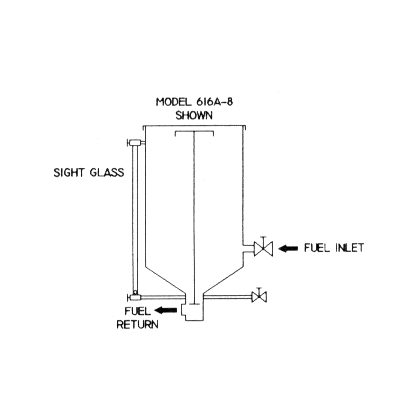
Adds 40” sight glass with fittings and ball stop, to prevent flow if glass breaks. Option 8SS is stainless. Option 8B is bronze.
Example Combinations
Model GTP-616A47
This is a sump separator for use with an underground storage tank. No return pump is required because the fuel will drain by gravity back to storage. A connection has been added for taking the drained fuel from a filter and the cone bottom is equipped with a heater.
Model GTP-616B1246
This sump separator is for use with an above-ground storage tank and is equipped with a pump, check valve, and return piping so that the fuel can be pumped back to the storage tank through the storage tank drain line. A connection has been added with a positive displacement pump for taking the drained fuel from a filter that has a sump that is lower than the sump separator.
Sample Builds
GTP-616B

GTP-616B
Top view

GTP-616B
Left view
GTP-616B-7

GTP-616B-7
Top view

GTP-616B-7
Left side view
